
Tubular inside Micrometer
หรือ ไมโครมิเตอร์วัดใน เป็นเครื่องมือวัดที่จัดอยู่ในกลุ่ม “ไมโครมิเตอร์” มีอยู่หลากหลายชนิดขึ้นอยู่กับการเลือกนำมาใช้งานให้ถูกประเภทตามความเหมาะสม โดย “ไมโคมิเตอร์” หลักๆแล้วที่ใช้งานกันอยู่ในปัจจุบัน จะมีอยู่ 3 ประเภท เช่น
ไมโครมิเตอร์ภายนอก (Outside Micrometer) : ออกแบบมาสำหรับวัดด้านนอกของวัตถุ – เส้นผ่านศูนย์กลางภายนอก
ไมโครมิเตอร์ภายใน (Inside Micrometer) : วัดด้านในหรือเส้นผ่านศูนย์กลางภายใน
ไมโครมิเตอร์ความลึก (Depth Micrometer) : วัดความลึกของรูช่องหรือช่อง


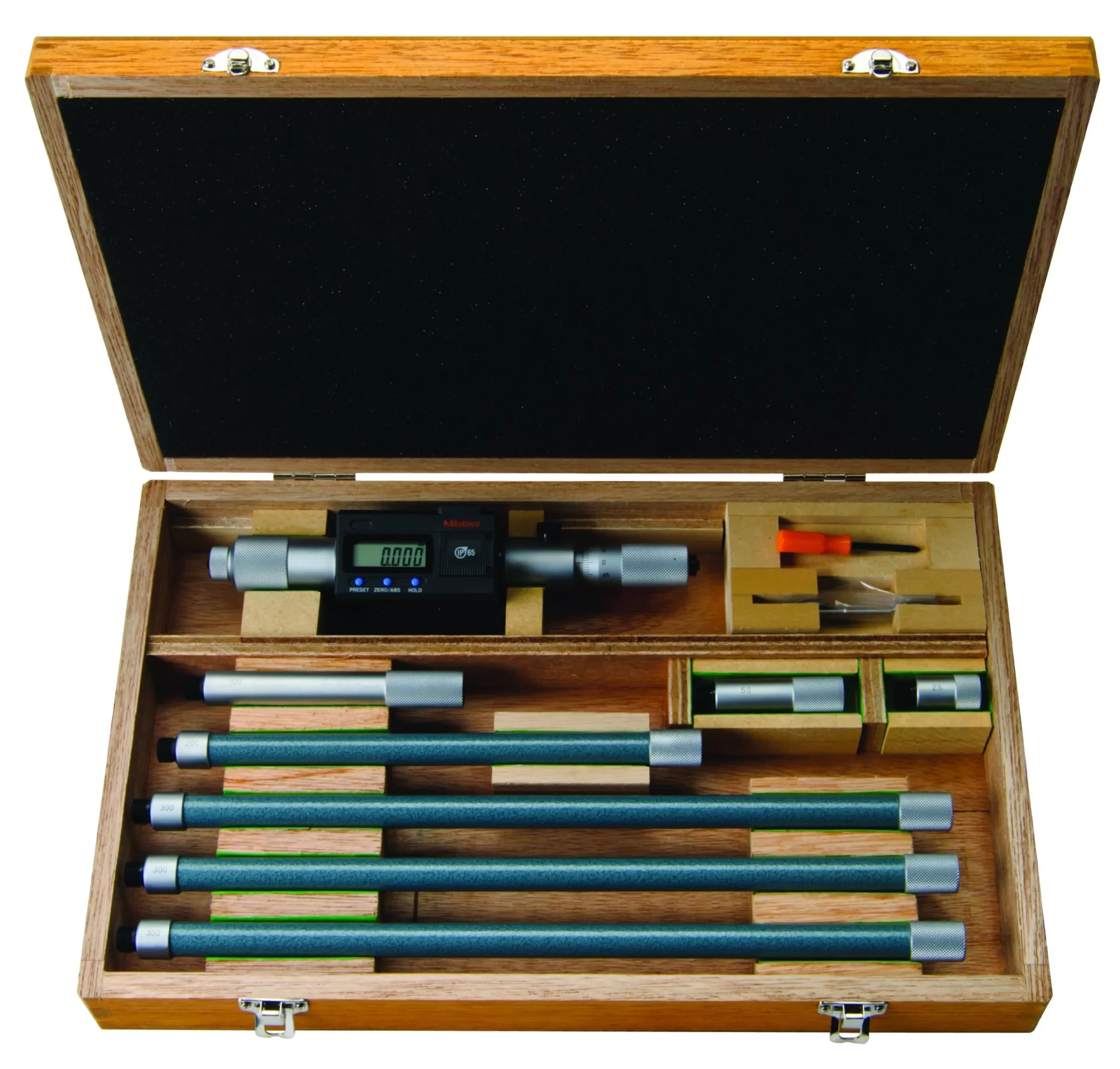
“Tubular inside Micrometer” หรือ “ไมโครมิเตอร์วัดใน” จะมีทั้ง ดิจิตอลที่ทำการอ่านค่าหลังจากการวัดเป็นแบบตัวเลข และ อนาล็อก จะอ่านค่าจากสเกล แต่ “ไมโคมิเตอร์” ที่จะพูดถึงในบทความนี้จะเป็น “Tubular Inside Micrometer” เป็น “ไมโคมิเตอร์” ประเภทแบบวัดในลักษณะของตัวเครื่องมือ มีลักษณะเป็นแบบแท่งตรงแล้วสามารถนำเอามาต่อด้ามเพื่อเพิ่มระยะความยาวในการใช้งานที่มีขนาดแตกต่างกันออกไปและตรงส่วนปลายสัมผัสเป็น “คาร์ไบด์” สามารถหมุนปลอกเพื่อตั้งค่าระยะตามที่ต้องการได้ เป็นเครื่องมือวัดที่มีระยะการวัดกว้างเพราะสามารถนำแกนหลายๆขนาดมาต่อกันได้หลังจากเลือกขนาดของแกนด้านที่จะนำมาต่อให้ได้ตามขนาดที่จะวัดแล้ว เมื่อต้องการหมุนเพื่อใช้งานควรหมุนไปให้ถูกด้านเพื่อให้ปลาย “คาร์ไบด์” แตะสัมผัสผิวชิ้นงานอย่างสนิท และตัว ROD ที่มีอยู่ภายใน SET ของ “Tubular inside Micrometer” ยังสามารถที่จะนำมาเช็คค่าเพื่อทำการออกใบ CER ได้อีกด้วย เพราะ แท่ง ROD สามารถนำเอามาต่อกับตัวหัวเครื่องมือวัด “Tubular inside Micrometer” เพื่อเพิ่มระยะในการวัดชิ้นงานได้และสามารถนำค่าที่เช็ค ROD ไปใช้ได้จริงว่าสอบเทียบเครื่องมือวัดเช็คค่าออกมาแล้วได้ค่าที่ชัดเจนแต่ละ ROD อยู่ที่เท่าไหร่
ข้อควรระวังในการใช้งาน
1.ควรตรวจสอบผิวสัมผัสแกนวัดอยู่เสมอ
2.ก่อนที่แกนวัดจะสัมผัสชิ้นงาน ควรหมุนแกนเครื่องมือวัดเลื่อนช้าๆเพื่อให้หัวแตะสัมผัสเบาๆ
3.อย่านำตัว Tubular inside Micrometer ไปวัดชิ้นงานที่ร้อนเพราะจำทำให้ค่าวัดผิดพลาดและเครื่องมือชำรุดได้
4.อย่าเก็บไมโคมิเตอร์รวมไว้กับเครื่องมืออื่นแล้ววางทับกันเพราะอาจทำให้ตัวเครื่องมือชำรุดได้
การดูแลรักษา ไมโครมิเตอร์วัดใน
1.ควรลองเช็คหมุนแกนของตัว Tubular inside Micrometer อย่างสม่ำเสมอ ระวังอย่าทำตก
2.เช็ดทำความสะอาดเช็ดฝุ่นและคราบน้ำมันที่มาจากการวัดชิ้นงานหลังจากใช้งานทุกครั้ง
3.เก็บใส่กล่องให้เรียบร้อยใส่สารดูดความชื้นในกล่องเพื่อลดความชื้นเพื่อป้องกันไม่ให้เกิดสนิม
ขอบข่ายในการออก ACCREDITED ของ บริษัท แคลิเบรชั่น แลบอราทอรี จำกัด ( CLC ) การส่ง สอบเทียบเครื่องมือวัด สามารถออก ACCREDITED ได้การรับรองมาตรฐาน ISO/IEC17025:2017
จาก สมอ (ประเทศไทย) และ ANAB (ประเทศสหรัฐอเมริกา)
สิ่งที่ผู้เขียนอยากให้ผู้อ่านได้นึกถึงความสำคัญของการ สอบเทียบเครื่องมือวัด
การส่งเครื่องมือสอบเทียบเพื่อตรวจสอบ เช็คค่า เพื่อให้แน่ใจว่าเครื่องมือที่เราใช้งานอยู่นั้นยังสามารถที่จะใช้งานได้ ต้องสอบเทียบแล้วยังได้ค่าที่เที่ยงตรง แม่นยำ ถูกต้องอยู่ เครื่องมือวัดอุตสหกรรมในโรงงานส่วนมากก็จะมีการส่งตรวจสอบ และ สอบเทียบเครื่องมือวัด โดยต้องให้มีความถูกต้องอยู่ในช่วงความคลาดเคลื่อนที่ยอมรับได้ (MPE) ที่ทางลูกค้าได้กำหนดไว้ เพื่อให้ได้มาตรฐาน
ผู้ใช้งานควรมีการกำหนดช่วงระยะเวลาในการดูแลบำรุงรักษาเครื่องมือแต่ละประเภทที่ผู้ใช้งานใช้งานอยู่ ระยะเวลาในการกำหนดขึ้นอยู่กับการใช้งานของทางผู้ใช้งานด้วย ถ้าใช้บ่อยก็ควรส่งสอบเทียบเพื่อดูค่าความคลาดเคลื่อนของตัวเครื่องมือบ่อยตาม ความหมายก็คือ กำหนด Due date กำหนดวันส่งเครื่องมือเข้าสอบเทียบ เช่น 3 เดือน/ครั้ง , 6 เดือน/ครั้ง , 1ปี/ครั้ง ควรสอบเทียบเครื่องมือก่อนนำมาใช้งาน ควรเลือกใช้บริการห้องการสอบเทียบที่ได้มาตราฐานและได้รับการรับรองความสามารถ Accredit
ตามมาตรฐาน ISO/IEC 17025:2017 การสอบเทียบเครื่องมือวัดมีความสำคัญต่อทุกๆโรงงานอุตสาหกรรมที่ยื่นทำระบบคุณภาพควรต้องมีระบบมาตรฐานคุณภาพที่ชัดเจนเพื่อสร้างความมั่นใจให้กับโรงงานสร้างประสิทธิภาพการผลิตและยกระดับมาตรฐานของผลิตภัณฑ์ ที่ได้ทำการผลิตออกไป
รูปแบบของ Tubular inside Micrometer ไมโครมิเตอร์วัดใน






ผู้เขียน Kaem Yui
ประเภท ข้อควรระวัง และการสอบเทียบไมโครมิเตอร์วัดภายนอก (Outside micrometer)
—
บริการสอบเทียบด้านมิติ ดูสินค้าด้าน Dimension




