Laser Interferometer ของบริษัทฯ ที่ใช้เป็น Standard สอบเทียบให้กับลูกค้า
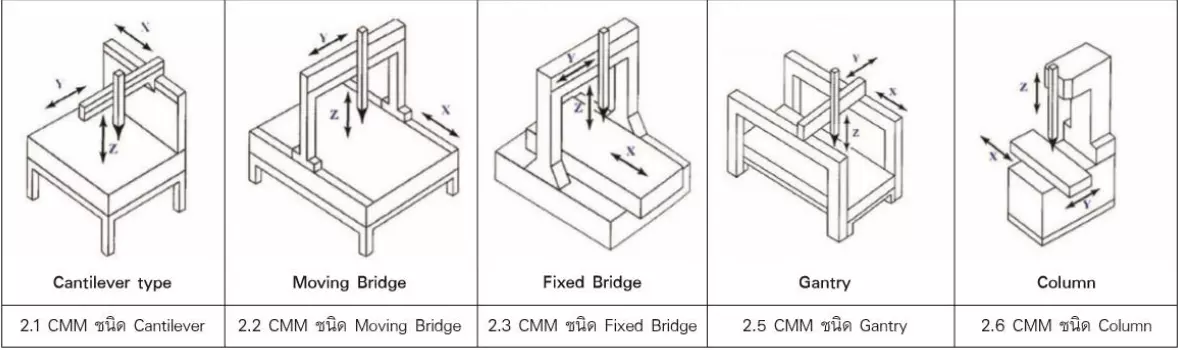
ส่วนวิธีการใช้งานจะอธิบายคร่าวๆ คือต้องสร้างจุดอ้างอิงหรือ datum ในชิ้นงานก่อน แล้วไปแตะจุดชิ้นงานจริงที่เราต้องการวัดตามแบบ drawing อ้างอิง วัดชิ้นงานไปในแนวแกน x แกน y และ แกน z ให้ครบทั้งสามแกน เครื่องก็จะสามารถคำนวณและวิเคราะห์สรุปค่าออกมาเป็น report
SALT SPRAY TESTER เป็นเครื่องมือวัดเพื่อทดสอบชิ้นงานว่ามีความทนทานต่อการกัดกร่อนของโลหะหรือผิวชิ้นงานทั่วไป โดยหลักการจะเป็นการใช้วิธีการกัดกร่อนของละอองเกลือ
เครื่องมือ STANDARD ที่ทาง แคลิเบรชั่น แลบอราทอรี หรือ CLC ใช้ในการ สอบเทียบเครื่องมือ SALT SPRAY TESTER คือ HYDRA DATA LOGGERกับ THERMOCOUPLE TYPE T เป็น SENSOR ในการวาง 5 จุด
การใช้งานเครื่องมือวัด SALT SPRAY TESTER เบื้องต้น
1. นำชิ้นงานที่ต้องการจะทดสอบเข้าวางในเครื่องมือวัด SALT SPRAY TESTER
2. กดปุ่ม POWER เพื่อเปิดเครื่อง
3. กด SET อุณหภูมิ(Temperature), กด SET แรงดัน(Pressure), กดปุ่มปล่อย ละอองเกลือ
We use cookies on our website to give you the most relevant experience by remembering your preferences and repeat visits. By clicking “Accept All”, you consent to the use of ALL the cookies. However, you may visit "Cookie Settings" to provide a controlled consent. อ่านเพิ่มเติม
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Used to distinguish users and sessions. The cookie is created when the javascript library executes and no existing __utma cookies exists. The cookie is updated every time data is sent to Google Analytics.
__utmb
30 mins
Used to determine new sessions/visits. The cookie is created when the javascript library executes and no existing __utmb cookies exists. The cookie is updated every time data is sent to Google Analytics.
__utmc
End of browser session
Using by Google Analytics. Not used in ga.js. Set for interoperability with urchin.js. Historically, this cookie operated in conjunction with the __utmb cookie to determine whether the user was in a new session/visit.
__utmv
2 years
Used to store visitor-level custom variable data. This cookie is created when a developer uses the _setCustomVar method with a visitor level custom variable. This cookie was also used for the deprecated _setVar method. The cookie is updated every time data is sent to Google Analytics.
__utmz
6 months
Stores the traffic source or campaign that explains how the user reached your site. The cookie is created when the javascript library executes and is updated every time data is sent to Google Analytics.
message
-
This cookie is used to identify a website visitor that logged in or not. It contains a token that is used to know the website visitor status.