เกี่ยวกับเรา
เกี่ยวกับเรา ประวัติความเป็นมา
ประวัติความเป็นมา สอบเทียบ
สอบเทียบ Pressure & Vacuum
Pressure & Vacuum Dimension
Dimension Temperature & Humidity
Temperature & Humidity Torque & Force
Torque & Force Electrical
Electrical Mass & Balance
Mass & Balance Glassware & Chemical
Glassware & Chemical Medical
Medical Flow
Flow อบรม
อบรม Promotion
Promotion Pressure & Vacuum
Pressure & Vacuum Dimension
Dimension Temperature & Humidity
Temperature & Humidity Torque & Force
Torque & Force Electrical
Electrical Mass & Balance
Mass & Balance Glassware & Chemical
Glassware & Chemical Others
Others บทความ
บทความ วีดีโอ
วีดีโอ ข่าวสาร
ข่าวสาร

ไม่มีสินค้าในตะกร้า
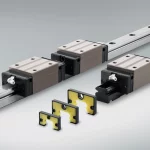
Jig Fixture เป็นแค่อุปกรณ์จับยึด? ทำไมโรงงานที่ต้องการความแม่นยำสูงถึงให้ความสำคัญมากกว่านั้น
04
พ.ค.
พ.ค.
Jig Fixture คืออุปกรณ์ ที่ใช้บังคับชิ้นงานให้อยู่ในตำแหน่งที่กำหนดไว้ตาม drawing ของพาร์ทชิ้นงานต่างๆ ที่ใช้อยู่ในอุตสาหกรรม ทั้งอิเล็กทรอนิกส์, พลาสติก, ยานยนต์, งานเฟอร์นิเจอร์ และอุตสาหกรรมอื่นๆ อีกมากมาย
ในเชิงวิศวกรรม คำว่า Jig และ Fixture แม้จะถูกเรียกควบกันบ่อย แต่หน้าที่ไม่ได้เหมือนกันทั้งหมด โดย Jig จะทำหน้าที่ทั้งจับยึดชิ้นงานและนำทางเครื่องมือ เช่น งานเจาะที่ต้องควบคุมทิศทางของดอกสว่าน ส่วน Fixture จะเน้นการจับยึดและกำหนดตำแหน่งชิ้นงานให้อยู่ในตำแหน่งที่ถูกต้องระหว่างการผลิต การประกอบ หรือการตรวจสอบ โดยไม่ได้ทำหน้าที่นำทางเครื่องมือโดยตรง การแยกความหมายของสองคำนี้ให้ชัดจะช่วยให้การออกแบบ การเลือกใช้งาน และการสื่อสารระหว่างฝ่ายผลิต ฝ่ายคุณภาพ และผู้สอบเทียบตรงกันมากขึ้น
หน้าที่หลักของ Jig Fixture
เนื้อหา
ซ่อน
สำหรับอุตสาหกรรมยานยนต์ Jig มีหน้าที่จับยึดชิ้นงานให้อยู่ในตำแหน่งของ drawing พร้อมนำร่อง เพื่อกำหนดทิศทางในการผลิตตัวชิ้นงานนั้นๆ แต่สำหรับ Jig Fixture บางชนิด อาจเป็นเพียงแค่อุปกรณ์หนึ่ง ในการตรวจเช็คความถูกต้องและแม่นยำ ก่อนที่จะส่งต่อชิ้นงานไปประกอบกับพาร์ทอื่นๆ ต่อไป
ดังนั้นอุปกรณ์ที่เป็น Jig Fixture จึงมีความต้องการให้มีความแม่นยำสูงมาก เพราะใช้เป็นเครื่องมือหลักในการกำหนดและนำร่องในการผลิตชิ้นงานต่างๆเพื่อไปสู่กระบวนการผลิตพาร์ทต่อไป
นอกจากจะใช้กับการผลิตแล้ว Jig Fixture ยังมีบทบาทสำคัญในกระบวนการตรวจสอบคุณภาพด้วย เพราะการจับยึดชิ้นงานให้ซ้ำตำแหน่งเดิมได้อย่างคงที่ มีผลโดยตรงต่อความทำซ้ำและความแม่นยำของการวัด ระบบ Metrology Fixtures ที่ออกแบบดีช่วยให้การวางชิ้นงานบนระบบวัดทำได้รวดเร็วขึ้น ลดเวลาจัดชิ้นงาน และช่วยให้ผลการตรวจมีความทำซ้ำและความแม่นยำดีขึ้น ดังนั้นในหลายโรงงาน Jig Fixture จึงไม่ได้เป็นเพียงอุปกรณ์ช่วยผลิต แต่ยังเป็นส่วนหนึ่งของระบบควบคุมคุณภาพของทั้งกระบวนการด้วย
หากมีความต้องการตรวจสอบความแม่นยำและความถูกต้องของ Jig Fixture สามารถทำได้หลายวิธี เช่น ส่งสอบเทียบกับบริษัทเอกชนที่รับการรับรองมาตรฐาน ISO/IEC 17025 หรือหากตัว Jig Fixture ของท่านไม่ได้ซับซ้อนมาก สามารถใช้เครื่องมือ Vernier Caliper, Micrometer ใช้ตรวจเช็คบางจุดได้เบื้องต้นตามความเหมาะสมของ Jig Fixture นั้นๆ
ในการตรวจสอบ Jig Fixture จริงๆ ควรอ้างอิงกับ drawing และ datum ของพาร์ทให้ชัดเจน เพราะความถูกต้องของ Jig Fixture จะมีความหมายก็ต่อเมื่อเทียบกับตำแหน่งอ้างอิงที่กำหนดไว้ในแบบงาน ไม่ใช่เพียงวัดว่าขนาดบางจุดยังอยู่เท่าเดิมเท่านั้น กล่าวอีกอย่างหนึ่งคือ Jig Fixture ที่ดูเหมือน “ไม่เสีย” อาจยังให้ผลผิดได้ หากจุดอ้างอิงหลักหรือทิศทางการยึดชิ้นงานคลาดจากแบบจริง การตรวจสอบจึงควรพิจารณาทั้งขนาด ตำแหน่ง และความสัมพันธ์ของพื้นผิวหรือจุดสำคัญร่วมกันเสมอ
ข้อสังเกตว่าเมื่อไหร่ Jig Fixture ถึงเวลาต้องสอบเทียบ
ชิ้นงานที่ใช้วัดมีความละเอียดมากแค่ไหน และมีการทวนสอบโดยใช้ Vernier Caliper หรือเครื่องมืออื่นตามความเหมาะสมแล้วพบว่า ไม่อยู่ในเกณฑ์การยอมรับ (MPE) ดังนั้นควรได้รับการสอบเทียบเพื่อรู้ค่าจริงของ Jig Fixture
เมื่อใช้ Jig Fixture วัดชิ้นงานเพื่อ Inspection ค่าในการผลิตสินค้าแล้ว เกิดมีความคลาดเคลื่อน (Error) ไม่อยู่ในเกณฑ์การยอมรับ (MPE) ที่กำหนด หากมีความคลาดเคลื่อน (Error) มาก ควรได้รับการสอบเทียบเพื่อรู้ค่าจริงของ Jig Fixture
ความถี่ในการใช้งาน ก็มีผลกับการทำให้ค่า Jig Fixture มีความคลาดเคลื่อนเพิ่มขึ้น หากมีการใช้งานบ่อยครั้ง ควรคำนึงถึงการสอบเทียบให้บ่อยมากขึ้นตาม
การกำหนดว่าควรสอบเทียบเมื่อใด ไม่ควรยึดเฉพาะระยะเวลาแบบตายตัวอย่างเดียว แต่ควรพิจารณาจากความถี่การใช้งาน ความเสี่ยงของงาน สภาพแวดล้อมการใช้งาน และประวัติความเสถียรของอุปกรณ์ร่วมด้วย แนวทางของ ILAC G24 ถูกใช้เป็นกรอบอ้างอิงในการกำหนดรอบการสอบเทียบของ Measuring Equipment โดยเน้นว่ารอบสอบเทียบควรถูกทบทวนจากข้อมูลการใช้งานจริง ไม่ใช่ตั้งรอบคงที่โดยไม่มีหลักฐานรองรับ ดังนั้นถ้า Jig Fixture ตัวใดถูกใช้งานถี่ ใช้กับพาร์ทที่ Tolerance แคบ หรือเคยพบแนวโน้ม Error เพิ่มขึ้นในการตรวจที่ผ่านมา ก็ควรได้รับการตรวจหรือสอบเทียบบ่อยขึ้นตามความเหมาะสมของความเสี่ยงในกระบวนการนั้นๆ
การสอบเทียบ Jig Fixture
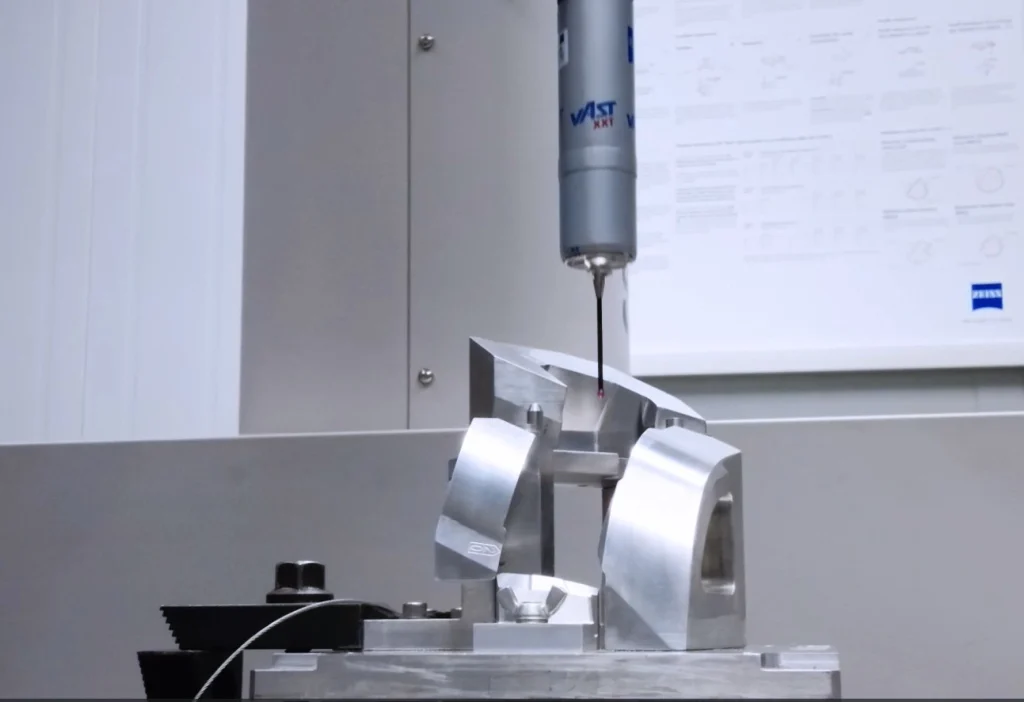
ในการสอบเทียบ Jig Fixture 1 ตัวอาจต้องใช้เครื่องมือ Standard ในการสอบเทียบหลากหลายประเภท โดยทางห้อง Lab ที่รับบริการสอบเทียบ Jig Fixture ต้องพิจารณาหลายๆ ปัจจัยในการเลือกอุปกรณ์สอบเทียบ (Standard) ให้เหมาะสมกับ Jig Fixture นั้น เช่น Accuracy, เกณฑ์การยอมรับ (MPE), ขนาด, น้ำหนัก, Raw Material เป็นต้น นอกจากเครื่องมือ Standard ต้องครบแล้ว ประสบการณ์ของผู้สอบเทียบก็เป็นส่วนสำคัญอีกส่วนที่ต้องคำนึง ระยะเวลาในการสอบเทียบแต่ละตัวก็ขึ้นอยู่กับความยากง่ายของ Jig Fixture ตัวนั้นๆด้วย Calibration Laboratory ให้บริการสอบเทียบพร้อมปรับค่า Jig Fixture ให้อยู่ในเกณฑ์การยอมรับ (MPE) ของลูกค้า Calibration Laboratory มีเครื่องมือที่ให้ความแม่นยำสูงเพื่อใช้สอบเทียบ Jig Fixture ให้กับลูกค้าหลักๆ คือ Coordinate Measuring Machine (CMM), Faro Laser Tracker และ Faro Arm

การเลือกใช้เครื่องมือมาตรฐานสำหรับสอบเทียบ Jig Fixture ไม่ได้ขึ้นอยู่แค่ขนาดของอุปกรณ์ แต่ขึ้นอยู่กับชนิดของคุณลักษณะที่ต้องการตรวจสอบด้วย หากต้องการตรวจสอบหลายตำแหน่งในพื้นที่สามมิติหรือชิ้นงานมีรูปทรงซับซ้อน CMM และ portable measurement arm อย่าง FaroArm จะมีข้อได้เปรียบ เพราะสามารถวัดตำแหน่งของจุดต่างๆ ในอวกาศสามมิติได้โดยตรง ส่วนระบบ CMM และระบบ fixture สำหรับ metrology จะเหมาะกับงานที่ต้องการความแม่นยำและความทำซ้ำสูงในสภาพแวดล้อมที่ควบคุมได้มากกว่า ขณะที่ Laser Tracker มักถูกใช้เมื่อ Jig Fixture มีขนาดใหญ่หรือมีตำแหน่งอ้างอิงที่กระจายตัวกว้าง การเลือกมาตรฐานจึงควรพิจารณาจาก geometry ของ Jig, tolerance ที่ต้องควบคุม และเงื่อนไขของหน้างานร่วมกัน ไม่ใช่เลือกจากชื่อเครื่องมือเพียงอย่างเดียว
อีกประเด็นที่สำคัญคือ การสอบเทียบ Jig Fixture ไม่ควรดูเพียง “ค่าที่วัดได้” แต่ควรดูด้วยว่าค่านั้นมีความสัมพันธ์กับจุดใช้งานจริงหรือไม่ เช่น หาก Jig ใช้กำหนดตำแหน่งรูสำคัญในการประกอบรถยนต์ จุดที่ควรให้ความสำคัญสูงสุดก็คือจุดที่มีผลต่อการประกอบจริง ไม่ใช่เฉพาะจุดที่วัดง่ายที่สุด ดังนั้นผู้สอบเทียบจึงต้องเข้าใจหน้าที่ของ Jig Fixture ตัวนั้นในกระบวนการผลิตจริงด้วย เพื่อเลือกวิธีวัด จุดวัด และเกณฑ์ประเมินผลให้สอดคล้องกับการใช้งานจริงของลูกค้า
MKS
FAQ
Jig กับ Fixture ต่างกันอย่างไร
Jig ทำหน้าที่ทั้งจับยึดชิ้นงานและนำทางเครื่องมือ ส่วน Fixture เน้นการจับยึดและกำหนดตำแหน่งชิ้นงานโดยไม่ทำหน้าที่นำทางเครื่องมือโดยตรง
ทำไม Jig Fixture ถึงต้องมีความแม่นยำสูงมาก
เพราะมันมีผลโดยตรงต่อการกำหนดตำแหน่งของชิ้นงานในกระบวนการผลิตหรือการตรวจสอบ ถ้า Jig Fixture คลาดเคลื่อน ชิ้นงานที่ผลิตหรือข้อมูล inspection ที่ได้ก็มีโอกาสผิดตามไปด้วย
Jig Fixture ใช้แค่ในงานผลิตหรือไม่
ไม่ใช่ หลายกรณีใช้ในงานตรวจสอบคุณภาพด้วย โดยเฉพาะงาน metrology ที่ต้องการจับชิ้นงานให้อยู่ซ้ำตำแหน่งเดิมได้อย่างสม่ำเสมอ เพื่อให้ผลวัดมีความทำซ้ำและความแม่นยำที่ดีขึ้น
เมื่อไหร่ควรส่ง Jig Fixture ไปสอบเทียบ
เมื่อใช้งานบ่อย ใช้กับงานที่ tolerance แคบ พบว่า inspection error เริ่มสูงขึ้น หรือเมื่อตรวจเช็กเบื้องต้นแล้วพบว่าค่าเริ่มไม่อยู่ในเกณฑ์ยอมรับ ก็เป็นสัญญาณว่าควรเข้าสู่การสอบเทียบหรือทวนสอบอย่างจริงจัง
การกำหนดรอบสอบเทียบควรดูจากอะไร
ควรดูจากความถี่การใช้งาน ความเสี่ยงของงาน สภาพแวดล้อม และประวัติความเสถียรของอุปกรณ์ร่วมกัน ไม่ควรใช้รอบเวลาแบบตายตัวโดยไม่มีข้อมูลรองรับ
ทำไมบางงานใช้ CMM แต่บางงานใช้ Faro Arm หรือ Laser Tracker
เพราะเครื่องมือแต่ละชนิดเหมาะกับงานคนละแบบ CMM เด่นเรื่องความแม่นยำและความทำซ้ำในสภาพแวดล้อมควบคุมได้ ส่วน FaroArm เด่นเรื่องความคล่องตัวและการเข้าถึงจุดวัดสามมิติในหน้างาน ขณะที่ Laser Tracker เหมาะกับ Jig Fixture ขนาดใหญ่หรือจุดวัดที่กระจายตัวกว้าง