 เกี่ยวกับเรา
เกี่ยวกับเรา ประวัติความเป็นมา
ประวัติความเป็นมา สอบเทียบ
สอบเทียบ Pressure & Vacuum
Pressure & Vacuum Dimension
Dimension Temperature & Humidity
Temperature & Humidity Torque & Force
Torque & Force Electrical
Electrical Mass & Balance
Mass & Balance Glassware & Chemical
Glassware & Chemical Medical
Medical Flow
Flow อบรม
อบรม Promotion
Promotion Pressure & Vacuum
Pressure & Vacuum Dimension
Dimension Temperature & Humidity
Temperature & Humidity Torque & Force
Torque & Force Electrical
Electrical Mass & Balance
Mass & Balance Glassware & Chemical
Glassware & Chemical Others
Others บทความ
บทความ วีดีโอ
วีดีโอ ข่าวสาร
ข่าวสาร

ไม่มีสินค้าในตะกร้า
Dial Gauge Error E1-E5 คืออะไร และผลสอบเทียบบอกอะไรเกี่ยวกับเครื่องมือวัดของคุณ?

15
ก.ค.
ก.ค.
Dial Gauge หรือ Dial Indicator
เป็นเครื่องมือวัดที่ใช้ตรวจสอบความคลาดเคลื่อน การเยื้องศูนย์ ความโก่ง ความเรียบ หรือการเคลื่อนที่เล็กๆ ของชิ้นงานและเครื่องจักร แม้หน้าตาจะดูเรียบง่าย แต่ในหลายอุตสาหกรรม เช่น ยานยนต์ งานแม่พิมพ์ งานเครื่องจักรกล และงานซ่อมบำรุง เครื่องมือนี้มีบทบาทสำคัญมาก เพราะค่าที่ผิดเพียงไม่กี่ไมโครเมตรอาจทำให้ชิ้นงานผ่านหรือไม่ผ่านมาตรฐานได้
ในงานยานยนต์ Dial Gauge ใช้ตรวจ Run Out ของเพลาและชิ้นส่วนหมุนเพื่อตรวจปัญหาการสั่น หรือเสียงผิดปกติ ส่วนงานแม่พิมพ์หรือชิ้นส่วนละเอียดจะใช้วัดระยะที่ต้องการความแม่นยำสูงระดับไมโครเมตร ขณะที่โรงงานเครื่องจักรหนักนิยมใช้ตรวจ Alignment ของ Roller หรือ Spindle ดังนั้น แม้เป็นเครื่องมือชนิดเดียวกัน แต่ความต้องการความแม่นยำในแต่ละงานต่างกันมาก
สิ่งที่หลายคนมักเข้าใจผิด “สอบเทียบผ่าน = ใช้งานได้ทุกงาน” แต่ในความจริง การสอบเทียบ Dial Gauge ไม่ได้ดูแค่ว่า Pass หรือ Fail เพราะผลสอบเทียบยังแสดงประเภทของค่าความผิดพลาด (Error) หลายแบบ ซึ่งช่วยบอกพฤติกรรมของเครื่องมือว่ามีปัญหาตรงไหน เอกสารอ้างอิงได้อธิบายค่าความผิดพลาดสำคัญ เช่น ความผิดพลาดทั้งช่วงวัด ความผิดพลาดช่วงสั้น ค่าความแตกต่างไปกลับและความสามารถในการวัดซ้ำ
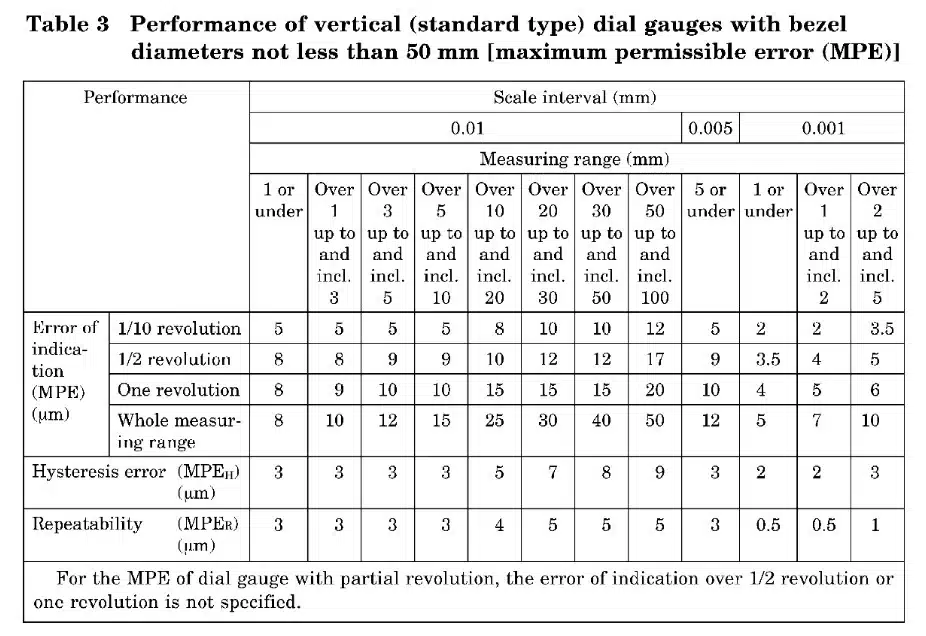
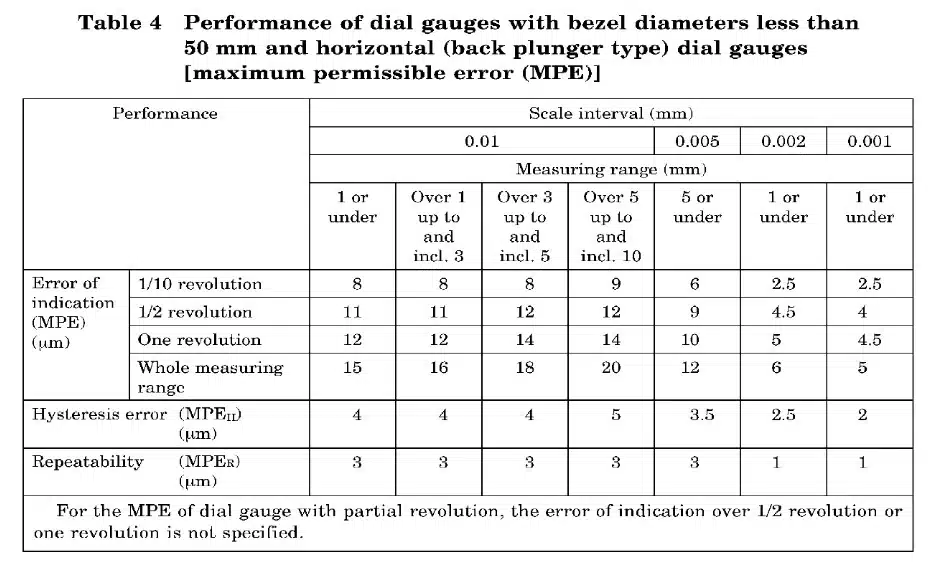
ตารางการกำหนดค่าความผิดพลาดสูงสุดสำหรับ Dial Gauge แบบมาตรฐาน [Maximum Permissible Error (MPE)]
ตามมาตรฐาน JIS B 7503
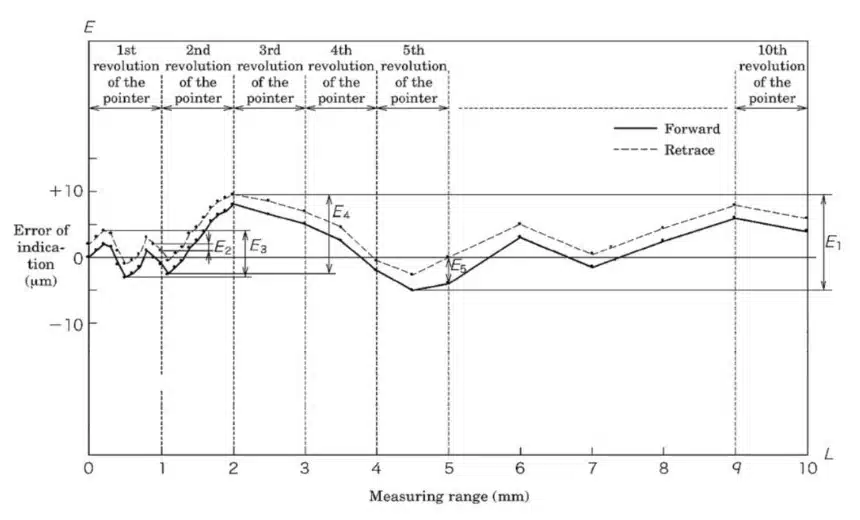
กราฟแสดงค่า Error of indication ที่เกิดขึ้นของ Dial Indicator
ความหมายของค่าความผิดพลาดที่เกิดขึ้นใน Dial Indicator (Error of indication)
Error of indication over the whole measuring range (E1)
ความหมาย – คือ ค่าความแตกต่างระหว่างค่าความผิดพลาดสูงสุด (maximum errors) และค่าความผิดพลาดต่ำสุด (minimum errors) ของ Dial Gauge ทั้งในทิศทาง Forward และ Backward
ผลกระทบ – ความแม่นยำรวม
Error of indication over 1/10 revolution (E2)
ความหมาย – คือ ค่าความแตกต่างสูงสุด (Maximum value) ของค่าความแตกต่างระหว่างจุดสูงสุดและต่ำสุดของค่าความผิดพลาดของ Dial Gauge ที่อ่านได้ของทุกๆจุด ในทุกๆ 1/10 รอบของการวัดจากจุดเริ่มต้นจนถึงรอบที่ 2 ทั้งในทิศทาง Forward และ Backward
ผลกระทบ – งานละเอียด
Error of indication over 1/2 revolution (E3)
ความหมาย – คือ ค่าความแตกต่างสูงสุด (Maximum Value) ของค่าความแตกต่างระหว่างจุดสูงสุดและต่ำสุดของค่าความผิดพลาดของ Dial Gauge ที่อ่านได้ ในทุกๆ 1/2 รอบของการวัดจากจุดเริ่มต้นจนถึงรอบที่ 5 ทั้งในทิศทาง Forward และ Backward
ผลกระทบ – งาน Alignment
Error of indication over 1 revolution (E4)
ความหมาย – คือ ค่าความแตกต่างสูงสุด (Maximum value) ของค่าความแตกต่างระหว่างจุดสูงสุดและต่ำสุดของค่าความผิดพลาดของ Dial Gauge ที่อ่านได้ ในทุก ๆ 1 รอบของการวัดจากจุดเริ่มต้นจนถึงรอบที่ 10 ทั้งในทิศทาง Forward และ Backward
ผลกระทบ – งาน Alignment
Hysteresis Error (E5)
ความหมาย – คือ ค่าความแตกต่างของค่าสูงสุดระหว่างค่าความผิดพลาดที่เกิดขึ้นในจุดวัดเดียวกันของ Dial Gauge ในทิศทางทิศทาง Forward และ Backward
ผลกระทบ – ความเสถียร
Repeatability
ความหมาย – คือ ความสามารถในการทำซ้ำที่มีความแตกต่างสูงสุด
ผลกระทบ- ความเชื่อถือผลวัด
ตัวอย่างเช่น E1 (Error of indication over the whole measuring range)
คือ ค่าความผิดพลาดตลอดช่วงการวัด เช่น Dial Gauge ช่วงวัด 10 mm หากช่วงต้นวัดแม่น แต่ช่วงปลายเริ่มคลาดเคลื่อนมาก แปลว่าเครื่องมืออาจยังใช้ได้ แต่ควรจำกัดช่วงวัดแทนการทิ้งทันที
ตัวอย่างกราฟแนวโน้ม Measuring Range (mm) ของ E1
เครื่องมือสภาพดี
ลักษณะนี้หมายถึง ค่า Error ค่อนข้างคงที่ตลอดช่วงวัด เครื่องมือยังเสถียร
เครื่องมือเริ่มเสื่อม
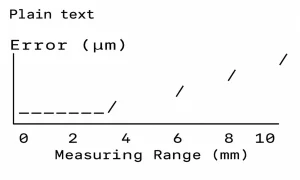
หากกราฟเริ่มชันขึ้นในช่วงปลาย แสดงว่าเฟืองหรืออระบบลไกภายในอาจเริ่มสึก ซึ่งพบได้บ่อยในเครื่องมือที่ใช้งานหนัก
อีกค่าที่สำคัญมากคือ E2 (Error of indication over 1/10 revolution) หรือความผิดพลาดช่วงสั้น เหมาะกับงานละเอียด เช่น งานแม่พิมพ์ เพราะแม้ E1 จะผ่าน แต่ถ้า E2 ไม่ดี เครื่องมืออาจวัดระยะเล็กๆ ได้ไม่นิ่ง
ส่วน E5 (Hysteresis Error) คือความต่างของค่าที่อ่านได้เมื่อวัดไปและกลับ เช่น วัดไปได้ 0.010 mm แต่วัดกลับได้ 0.004 mm ทั้งที่ตำแหน่งเดียวกัน ปัญหานี้มักเกิดจากเฟืองหลวม สปริงล้า หรือฝุ่นในกลไก ทำให้วัดแล้วได้ค่าต่างกัน
นอกจากนี้ ยังมี Repeatability หรือความสามารถในการวัดซ้ำ ซึ่งถือว่าสำคัญมาก หากวัดตำแหน่งเดิมหลายครั้งแล้วค่าไม่นิ่ง แม้ผลสอบเทียบโดยรวมจะผ่าน เครื่องมือก็อาจไม่เหมาะกับงานที่ต้องการความแม่นยำสูง
ดังนั้น การตัดสิน Dial Gauge ที่ดีควรถามเสมอว่า “เครื่องมือนี้เหมาะสมกับงานที่ใช้อยู่หรือไม่” ไม่ควรดูแค่ “ผ่าน” หรือ “ไม่ผ่าน” เพราะเครื่องมือเดียวกันอาจใช้ได้ในงานตั้งเครื่องจักรทั่วไป แต่ไม่เหมาะกับงานอากาศยาน หรือแม่พิมพ์ที่ต้องการความละเอียดสูง
องค์กรที่ควบคุมคุณภาพได้ดีจึงมักมีการตรวจสอบระหว่างรอบสอบเทียบ ดูแนวโน้มค่าความผิดพลาด และกำหนดวิธีใช้งานให้เหมาะกับหน้างาน เพื่อช่วยลดของเสีย ลดข้อผิดพลาด และเพิ่มความมั่นใจในผลการวัดได้อย่างยั่งยืน โดยอาศัยข้อมูลจากผลการสอบเทียบให้เกิดผลประโยชน์จริง ไม่ใช่มองแค่ว่า Pass หรือ Fail เพียงอย่างเดียว
ผู้เขียน SML



