Pi Tape หรือชื่อเต็มว่า Pi Tape Measure (เทปวัดเส้นผ่านศูนย์กลาง, เทปพาย, เทป Pi) คือ เครื่องมือวัดที่ถูกออกแบบมาเพื่อใช้ในการวัดเส้นรอบวงหรือเส้นผ่านศูนย์กลางของวัตถุทรงกระบอกอย่างแม่นยำ เช่น ท่อ ถังทรงกระบอก เพลา โดยมีจุดเด่น คือสามารถวัดเส้นรอบวงแล้วแปลงค่าทันทีเป็นเส้นผ่านศูนย์กลางด้วยความแม่นยำสูง ซึ่งเป็นประโยชน์อย่างยิ่งในงานอุตสาหกรรมที่ต้องการความเที่ยงตรง โดยในงานทางอุตสาหกรรมเราจะแยก Pi Tape ออกเป็นคนละประเภทจาก Measuring Tape อย่างชัดเจนเพื่อความถูกต้อง
ในโลกของอุตสาหกรรมที่ต้องการความเที่ยงตรงในการวัดโดยเฉพาะกับวัตถุทรงกระบอก เช่น ท่อ ถังทรงกระบอก หรือเพลา Pi TAPE ได้กลายเป็นเครื่องมือสำคัญที่ตอบโจทย์ทั้งในด้านความสะดวก ความแม่นยำ และการใช้งานที่หลากหลาย
จุดเริ่มต้นของ Pi Tape
Pi Tape มีต้นกำเนิดจากประเทศสหรัฐอเมริกา (USA)โดยเริ่มถูกพัฒนาและจดสิทธิบัตรครั้งแรกในปี 1944 โดย Oscar E. Lindholm ผู้ก่อตั้งบริษัท Pi Tape International ซึ่งมีสำนักงานใหญ่ตั้งอยู่ในเมือง Dayton รัฐ Ohio
Mobile Optical Measurement Systems (MOMS) เช่น ซอฟต์แวร์วัดตำแหน่ง 3D ใช้ uncertainty budget และ calibration bar มี thermal expansion จึงพิจารณาความคลาดเคลื่อน
การนำไปใช้ “จริง”
1 การตัดสินใจ (Conformance Testing)
เมื่อวัดได้ค่าหนึ่ง เราใช้ intervals y ± k u(y) เทียบกับ specification tolerance
เช่น ให้ tolerance ±0.1 mm และ interval y ± 0.05 mm → “ผ่าน”
มีการวิเคราะห์ uncertainty ตามแนวทางของ GUM (Guide to the Expression of Uncertainty in Measurement) อย่างถูกต้อง ครอบคลุมทั้งแหล่งความไม่แน่นอนประเภท A และ B
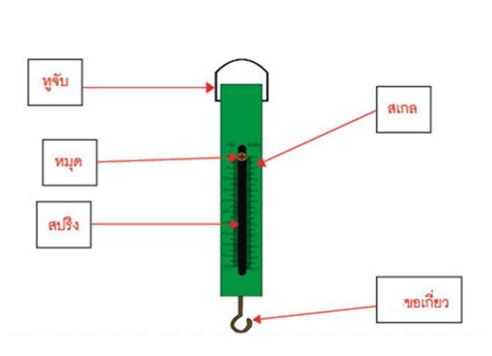
หลีกเลี่ยงการชั่งน้ำหนักของสิ่งของที่หนักเกินกว่า Max Range ที่กำหนดไว้สำหรับเครื่องชั่งสปริงแบบแขวน เพื่อป้องกันการเสียหายของสปริงและรักษาความแม่นยำในการวัด
เราจำเป็นที่ต้องส่งเครื่องสอบเทียบแรงดันแบบตุ้มน้ำหนักสอบเทียบเพื่อเช็คว่าเครื่องมือที่เรานำมาเป็น Standard ที่ใช้วัดเกจวัดนั้นยังตรงและให้ค่าที่ถูกต้อง เพื่อสร้างความเชื่อมั่นทั้งกับผู้ใช้งานและลูกค้าที่ส่งเกจวัดมาสอบเทียบ
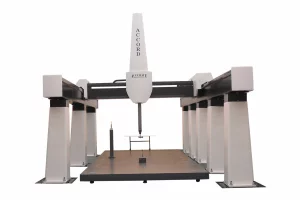
Bridge Type เป็นประเภทที่ได้รับความนิยมสูง พบเจอได้บ่อย (บ่อยมากๆ) โครงสร้างมีความแข็งแรง มองแล้วคล้ายกับตัวอักษร U กลับหัว หรือ คล้ายกับสะพาน CMM ประเภทนี้มีความถูกต้องแม่นยำสูง แต่ก็ไม่สามารถวัดชิ้นงานขนาดใหญ่เกินไปได้
Cantilever Type มีความแม่นยำและถูกต้องค่อนข้างสูง แต่ประเภทนี้จะเคลื่อนที่ได้น้อยกว่าและถ้าเทียบกับ CMM ประเภทอื่นนั้นถือว่ามีความยืดหยุ่นในการใช้งานน้อยกว่า ข้อดีคือ ใช้พื้นที่ไม่มาก เหมาะกับวัดชิ้นงานขนาดเล็ก หรือชิ้นงานที่มีลักษณะบางและยาว
Horizontal Arm Type ประเภทนี้ความถูกต้องแม่นยำจะสู้สองแบบด้านบนไม่ได้ แต่สร้างมาเพื่อวัดชิ้นงานที่มีขนาดใหญ่ เช่น ชิ้นส่วนรถยนต์, โครงสร้างรถยนต์ทั้งคัน, หรือชิ้นส่วนเครื่องจักร หน้าตาถ้ามองเผินๆจะคล้าย Layout Machine
Gantry Type ประเภทนี้ถือว่าได้รวมคุณสมบัติของ CMM ของทั้งสามประเภทด้านบนไว้ในเครื่องเดียว มีความถูกต้องแม่นยำสูง เหมาะกับการวัดงานชิ้นใหญ่ ในอุตสาหกรรมยานยนต์และชิ้นส่วนเครื่องบินนิยมใช้ บางรุ่นบางยี่ห้ออาจมี Range แกน X 1500-5000 mm, แกน Y 3000-10000 mm, แกน Z 1500-3000 mm เลยทีเดียว!
Column Type ส่วนมากเราจะเห็นในห้องทดสอบหรือห้องแล็บต่างๆ
1.ควรกำหนดจุดค่าแรงที่ต้องการตรวจเช็ค ให้ตรงกับ Point ที่ใช้งานเป็นประจำ โดยปกติเครื่องจะมีการกำหนดค่าแรงแบบ Fixed Point เนื่องจากใช้ขันชิ้นงานที่มีการกำหนดค่าแรงแบบชัดเจน
การใช้งานเครื่องวัดนี้ทางผู้เขียนขออธิบายพอสังเขปแล้วกันนะครับเพราะแต่ละ Brand Model นั้นมีการใช้งานที่แตกต่างกันอยู่บ้างขึ้นอยู่กับการออกแบบของแต่ละรุ่นแต่โดยรวมแล้วหลักการไม่หนีกันสักเท่าไหร่ครับ
หลังจากเปิดเครื่อง Coating Thickness Gauge ให้ทำการ Set Zero โดยการนำ Probe กดลงบน Zero Plate ซึ่งจะมีทั้งแบบ โลหะ (Ferrous) และ อโลหะ (Non-Ferrous) จากนั้นทำการบันทึกค่า Zero เพื่อให้เครื่อง Coating Thickness Gauge ทราบค่าและจดจำค่า Zero
นำ Standard Foil มาวางบน Zero Plate นำ Probe กดลงบน Standard Foil จากนั้นทำการ Set ค่าของ Standard Foil และทำการบันทึกค่า Standard Foil เพื่อให้เครื่อง Coating Thickness Gauge ทราบค่าและจดจำค่าของ Standard Foil
หลังจากเก็บค่าศูนย์แล้วสิ่งที่ทุกคนควรต้องมีคือ Standard foil หรือ Calibration Foil ตามแต่จะเรียก (ต้องหมั่นส่งสอบเทียบเป็นประจำนะครับ) นำ Standard Foil ไปวางบน Zero plate (Ferrous, Non Ferrous) แล้วใช้ Probe แตะไปบน Standard foil เพื่อทำการ Memory ให้เครื่องมือจำค่าของ Standard foil ที่เราวางไปบน Zero plate (ตามคู่มือแต่ละรุ่น) ตามตัวอย่างรูปที่ 3
We use cookies on our website to give you the most relevant experience by remembering your preferences and repeat visits. By clicking “Accept All”, you consent to the use of ALL the cookies. However, you may visit "Cookie Settings" to provide a controlled consent. อ่านเพิ่มเติม
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Used to distinguish users and sessions. The cookie is created when the javascript library executes and no existing __utma cookies exists. The cookie is updated every time data is sent to Google Analytics.
__utmb
30 mins
Used to determine new sessions/visits. The cookie is created when the javascript library executes and no existing __utmb cookies exists. The cookie is updated every time data is sent to Google Analytics.
__utmc
End of browser session
Using by Google Analytics. Not used in ga.js. Set for interoperability with urchin.js. Historically, this cookie operated in conjunction with the __utmb cookie to determine whether the user was in a new session/visit.
__utmv
2 years
Used to store visitor-level custom variable data. This cookie is created when a developer uses the _setCustomVar method with a visitor level custom variable. This cookie was also used for the deprecated _setVar method. The cookie is updated every time data is sent to Google Analytics.
__utmz
6 months
Stores the traffic source or campaign that explains how the user reached your site. The cookie is created when the javascript library executes and is updated every time data is sent to Google Analytics.
message
-
This cookie is used to identify a website visitor that logged in or not. It contains a token that is used to know the website visitor status.