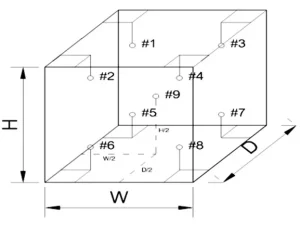
V-Anvil Micrometer คือ เครื่องมือ ไมโครมิเตอร์ ชนิดหนึ่ง มีทั้งแบบ Digital และแบบ Scale มีหน่วยการวัดทั้ง mm และ inch โดย mm จะมีความละเอียด 0.01 mm และ 0.001 mm, inch จะมีความละเอียด 0.001 inch 0.0001 inch และ 0.00005 inch มีลักษณะคล้ายๆกับ Micrometer แบบมาตรฐานทั่วๆไป ชิ้นส่วนหลักประกอบด้วย Ratchet, Knurled grip, Thimble, Sleeve, Lock nut, C-Frame, Spindle และ Anvil
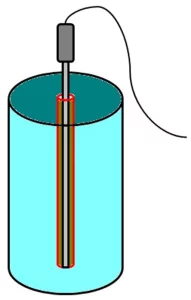
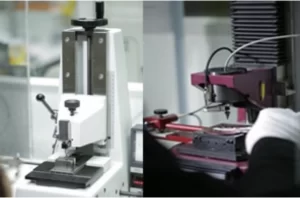
รูปแสดง Standard Micrometer for V-Anvil Micrometer
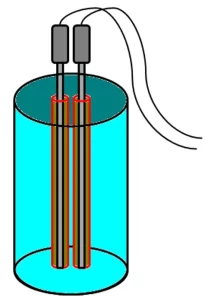
รูปแสดง การใช้ Standard Micrometer for V-Anvil Micrometer ในการ Set V-Anvil Micrometer
วิธีการสอบเทียบ V-Anvil Micrometer
วิธีการสอบเทียบจะแบ่งเป็น 2 วิธี โดยจะแตกต่างกันที่ Standard ที่ใช้สำหรับสอบเทียบ
สอบเทียบโดยการใช้ Pin Gauge เป็น Standard ในการสอบเทียบ Range 1 mm ถึง 15 mm วิธีการนี้จะใช้ Pin Gauge ที่มีขนาดต่างๆ ที่กำหนดเป็น Standard ในการสอบเทียบไมโครมิเตอร์ V-Anvil
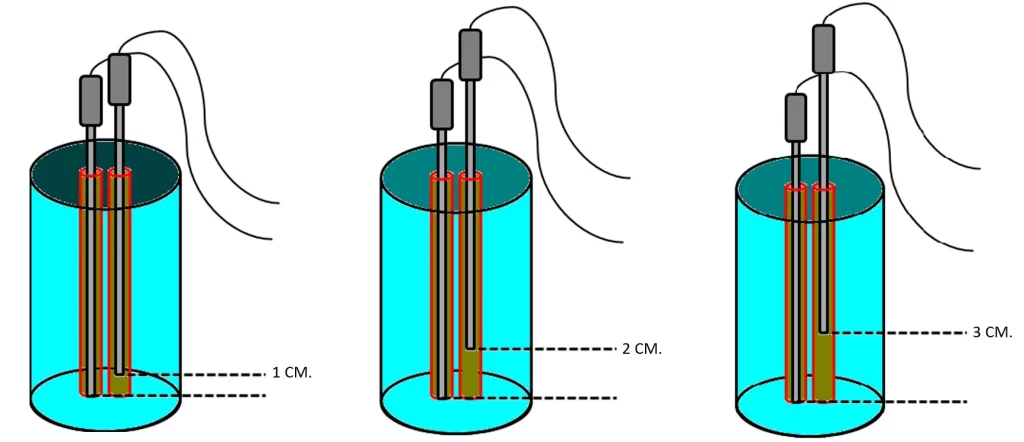
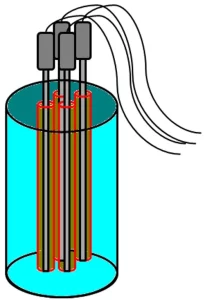
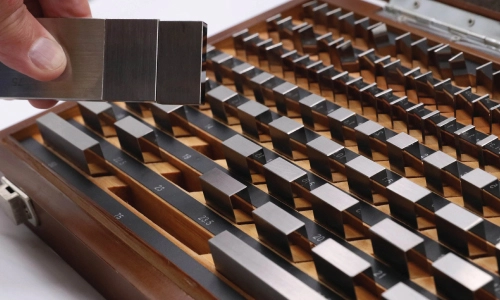
สอบเทียบโดยการใช้ Gauge Block เป็น Standard ในการสอบเทียบ Range 15 mm ขึ้นไป
วิธีการนี้จะใช้ Gauge Block ที่มีขนาดต่างๆ ที่กำหนดเป็น Standard ในการสอบเทียบไมโครมิเตอร์ V-Anvil โดยจะใช้ไมโครมิเตอร์ Standard for V-Anvil Micrometer เป็นจุดเริ่มต้น ซึ่งต้องสอบเทียบไมโครมิเตอร์ Standard for V-Anvil Micrometer เพื่อให้ทราบค่าที่ถูกต้อง จากนั้นจะใช้ Gauge Block ต่อกับไมโครมิเตอร์ Standard for V-Anvil Micrometer เพื่อให้ได้ค่าที่ต้องการสอบเทียบ โดย Gauge Block นำมาใช้ต่อกับ Gauge Block นั้นต้องใช้วิธีการคำนวณเพื่อให้ได้ขนาดของ Gauge Block ที่ต้องการ สามารถสอบเทียบ V-Anvil Micrometer ได้ทุกขนาด
การใช้พลังงานไฟฟ้าผ่านระบบแสงสว่างในโรงงานอุตสาหกรรมเป็นปัจจัยหนึ่งที่ส่งผลต่อการใช้พลังงานโดยรวม การเปลี่ยนมาใช้หลอด LED ที่ประหยัดพลังงานและติดตั้งระบบควบคุมแสงอัตโนมัติที่สามารถปรับความสว่างตามสภาพแวดล้อมสามารถช่วยลดการใช้พลังงานได้อย่างมาก
We use cookies on our website to give you the most relevant experience by remembering your preferences and repeat visits. By clicking “Accept All”, you consent to the use of ALL the cookies. However, you may visit "Cookie Settings" to provide a controlled consent. อ่านเพิ่มเติม
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Used to distinguish users and sessions. The cookie is created when the javascript library executes and no existing __utma cookies exists. The cookie is updated every time data is sent to Google Analytics.
__utmb
30 mins
Used to determine new sessions/visits. The cookie is created when the javascript library executes and no existing __utmb cookies exists. The cookie is updated every time data is sent to Google Analytics.
__utmc
End of browser session
Using by Google Analytics. Not used in ga.js. Set for interoperability with urchin.js. Historically, this cookie operated in conjunction with the __utmb cookie to determine whether the user was in a new session/visit.
__utmv
2 years
Used to store visitor-level custom variable data. This cookie is created when a developer uses the _setCustomVar method with a visitor level custom variable. This cookie was also used for the deprecated _setVar method. The cookie is updated every time data is sent to Google Analytics.
__utmz
6 months
Stores the traffic source or campaign that explains how the user reached your site. The cookie is created when the javascript library executes and is updated every time data is sent to Google Analytics.
message
-
This cookie is used to identify a website visitor that logged in or not. It contains a token that is used to know the website visitor status.