 เกี่ยวกับเรา
เกี่ยวกับเรา ประวัติความเป็นมา
ประวัติความเป็นมา สอบเทียบ
สอบเทียบ Pressure & Vacuum
Pressure & Vacuum Dimension
Dimension Temperature & Humidity
Temperature & Humidity Torque & Force
Torque & Force Electrical
Electrical Mass & Balance
Mass & Balance Glassware & Chemical
Glassware & Chemical Medical
Medical Flow
Flow อบรม
อบรม Promotion
Promotion Pressure & Vacuum
Pressure & Vacuum Dimension
Dimension Temperature & Humidity
Temperature & Humidity Torque & Force
Torque & Force Electrical
Electrical Mass & Balance
Mass & Balance Glassware & Chemical
Glassware & Chemical Others
Others บทความ
บทความ วีดีโอ
วีดีโอ ข่าวสาร
ข่าวสาร

ไม่มีสินค้าในตะกร้า
คู่มือฉบับเต็ม! Radius Gauge คืออะไร วิธีเลือกซื้อ วิธีใช้ วิธีดูแลรักษาที่ถูกต้องทำอย่างไร

13
ม.ค.
ม.ค.
Radius Gauge (เกจวัดรัศมี)
เนื้อหา
ซ่อน
RADIUS GAUGES คือ เครื่องมือวัดความโค้ง มีลักษณะเป็นแผ่นสอบเทียบจัดรวมกันเป็นชุด โดยมีวิธีการใช้สำหรับวัดความโค้งทั้งภายในและภายนอก ความโค้งนูน (Convex) หรือโค้งเว้า(Concave) ของชิ้นงาน และยังสามารถวัดขอบและมุมของชิ้นงานได้ เครื่องมือนี้สามารถวัดละเอียดได้ถึง 0.01 มิลลิเมตร (mm)
หน่วยการวัดของเครื่องมือ Radius Gauge แบ่งเป็น
- หน่วย Metric
- หน่วย Inch
วิธีการเลือกซื้อ RADIUS GAUGES ควรเลือกซื้ออย่างไร ???
เนื่องด้วยปกติแล้วเครื่องมือ RADIUS GAUGES ในท้องตลาดจะจัดจำหน่ายเป็นชุด โดยในแต่ละชุดจะมีขนาดของค่าความโค้ง ความเว้าแตกต่างกันไป ดังนั้นเราจะต้องทราบ Range ของค่าความโค้ง ความเว้า ของชิ้นงานที่เราใช้ประจำ เพื่อที่สามารถซื้อเครื่องมือ RADIUS GAUGES ใน Set ที่มีค่าความโค้ง ความเว้าให้ครอบคลุม Range ที่ต้องใช้งานประจำ
ทำไมต้องสอบเทียบ Radius Gauge
การสอบเทียบเครื่องมือ (Calibration) เป็นกระบวนการสำคัญที่ช่วยสร้างความมั่นใจให้กับผู้ใช้งาน เพราะเป็นกระบวนการที่ช่วยตรวจสอบว่าเครื่องมือยังมีความเที่ยงตรงและแม่นยำอยู่หรือไม่ ตามมาตรฐานในระดับสากล
เมื่อเครื่องมือ Radius Gauge ถูกใช้งานไประยะหนึ่ง เครื่องมือ Radius Gauge อาจมีการเสื่อมสภาพสามารถเกิดขึ้นได้ทั้งจากการใช้งานและการเก็บรักษา สิ่งที่ตามมาคือ ค่าการวัดของเครื่องมือที่เคยมีความถูกต้อง เที่ยงตรง อาจบอกค่าที่คลาดเคลื่อนไปจากเดิม ส่งผลให้เครื่องมือมีความไม่น่าเชื่อถือ หรือหากนำเครื่องมือดังกล่าวไปใช้ในกระบวนการผลิตก็ย่อมส่งผลกระทบต่อคุณภาพของการออกแบบและกระบวนการผลิต
วิธีการที่ CLC สอบเทียบ Radius Gauge
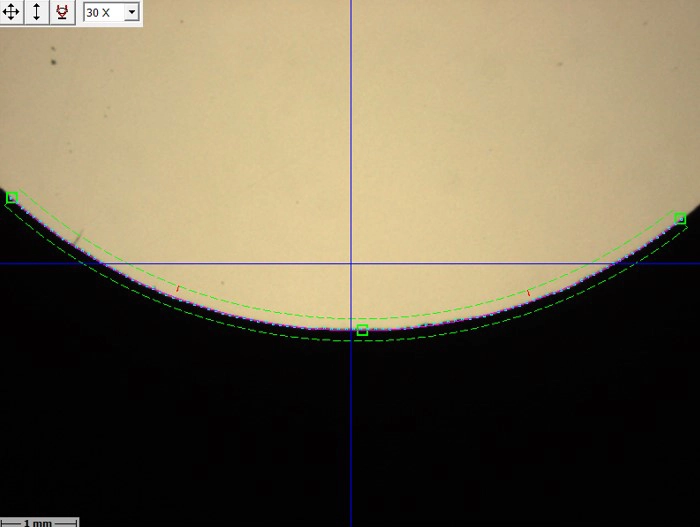
การให้บริการสอบเทียบขนาด Radius Gauge ของ CLC จะใช้วิธีการเปรียบเทียบค่ากันระหว่างเส้น Profile Radius Gauge ที่สร้างจากเครื่อง Standard Vision Auto Measuring Instrument กับเส้น Profile Radius ของ Radius Gauge ที่แสดงบนหน้าจอในโปรแกรมของ Standard Vision Auto Measuring Instrument และทำการอ่านค่ารัศมีที่แสดงบนหน้าจอ
ขั้นตอนการสอบเทียบ Radius Gauge
- ทำความสะอาด Radius Gauge ที่ต้องกรสอบเทียบด้วยแอลกอฮอล์เพื่อขจัดคราบน้ำมันและสิ่งสกปรกและทิ้งไว้ในอุณหภูมิ 20+1 °C ประมาณ 1ชั่วโมงก่อนทำการสอบเทียบ
- ทำการสอบเทียบ Radius Gauge โดยการนำ Radius Gauge วางลงบนเครื่อง Standard Vision Auto Measuring Instrument และทำการวัดโดยการลากเส้น Radius Gauge ของ Program จากเครื่องมือ Standard ไปทาบบนเส้นรัศมีของ Radius Gauge และอ่านค่ารัศมีที่อ่านได้จากเครื่อง Standard Vision Auto Measuring Instrument
เครื่องมือ Standard ของเรา
Standard Vision Auto Measuring Instrument ของ CLC มีค่าความละเอียดสูงที่สุดเท่ากับ 0.0001 mm มีอัตราการขยายของกล้องเลนส์สูงถึง 544X และมีค่าความคลาดเคลื่อนต่ำส่งผลให้มีความแม่นยำค่อนข้างสูงมีค่า Uncertainty เล็ก สามารถทำให้ผู้ใช้งานมีความเชื่อมั่นและสามารถใช้ค่าสอบเทียบได้อย่างมั่นใจ ว่างานมีคุณภาพและวิธีการสอบเทียบ Radius Gauge ยังได้รับการรับรองมาตรฐานการสอบเทียบ ISO17025:2017 จากสมอ. และ ANAB

บริษัท แคลิเบรชั่น แลบบอราทอรี จำกัด สามารถสอบเทียบ RADIUS GAUGES ได้ Range เท่าไรบ้าง???
เครื่องมือ RADIUS GAUGES ทางแคลิเบรชั่น แลบอราทอรี จำกัด เราสามารถสอบเทียบ โดยได้รับ Scope จากสำนักงานมาตรฐานผลิตภัณฑ์อุตสาหกรรม (สมอ.) และ Scope จาก ANSI National Accreditation Board (ANAB) ดังนี้
1.Scope จากสำนักงานมาตรฐานผลิตภัณฑ์อุตสาหกรรม (สมอ.)
| สาขาการสอบเทียบ | รายการสอบเทียบ | ขีดความสามารถของการสอบเทียบและการวัด | วิธีการสอบเทียบ |
| มิติ | Radius Gauge
(concave and convex) ≤ 50 mm |
0.0040 mm | In-house method :
WI-305-147 by direct measurement with vision auto measuring |
2. Scope จาก ANSI National Accreditation Board (ANAB)
| รายการสอบเทียบ | Range | วิธีการสอบเทียบ |
| Radius Gauge
(concave and convex) 0-1500 mm |
0-1500 mm | In-house method : CLC-CPDU-11 by Direct Measurement with Vision Auto Measuring Instrument |
ถ้าลูกค้ามีเครื่องมือ RADIUS GAUGES แบบพิเศษและต้องการสอบเทียบทำอย่างไรดี???
กรณีที่ลูกค้ามีการสั่งทำ RADIUS GAUGES ชนิดพิเศษและมีขนาดใหญ่มากกว่าขนาด 1500 mm ทางบริษัท แคลิเบรชั่น แลบอราทอรี จำกัด เราสามารถให้บริการสอบเทียบกับลูกค้าได้ และยังสามารถออก Scope จาก ANSI National Accreditation Board (ANAB) ได้ด้วย
ข้อแนะนำเมื่อต้องการส่งเครื่องมือมาสอบเทียบ
เครื่องมือควรเคลือบน้ำมันหรือสารป้องกันสนิมและมีกล่องใส่อย่างเรียบร้อย ถ้าไม่มีกล่องเครื่องมือควรห่อหุ้มด้วยวัสดุกันกระแทกเพื่อลดความเสี่ยงหากเกิดแรงกระแทกขณะเคลื่อนย้ายหรือสิ่งที่จะส่งผลต่อการที่จะทำให้เครื่องมือชำรุด หรือการตกหล่นของเครื่องมือวัด ทำให้เกิดความเสียหายต่อตัวเครื่องมือและอาจส่งผลให้ค่าสอบเทียบอาจมีความคลาดเคลื่อนได้
ถ้าลูกค้าต้องการส่งเครื่องมือมาสอบเทียบควรทำอย่างไร???
ในการขอใบเสนอราคาทางลูกค้าต้องแจ้งจำนวนและขนาดแผ่นที่ใช้งานเป็นประจำ หรือต้องการสอบเทียบทุก Range เพื่อทางเราจะได้เสนอราคาให้ถูกต้อง
การใช้งานเครื่องมือที่ถูกวิธี
ในการใช้งาน Radius Gauge ให้เลือกขนาดรัศมีของ Radius Gauge ที่ต้องการ หลังจากนั้นทาบ Radius Gauge ลงบนที่รัศมีที่ต้องการวัดบนชิ้นงาน รัศมีของ Radius Gauge และรัศมีของชิ้นงานจะเข้ากันพอดีสังเกตดูที่จุดที่ทาบกัน จะไม่เป็นช่องว่าง (Light Gap) หรือไม่มีแสงลอดผ่าน
การใช้งานเครื่องมือที่ผิดวิธี
ไม่ควรใช้แรงในการดันหรือถู Radius Gauge บริเวณชิ้นงานมากเกินไป เพราะอาจจะทำให้ Radius Gauge และชิ้นงานเสียหายได้
ข้อควรระวังในการใช้งาน
- ก่อนการใช้งาน ควรศึกษาวิธีการใช้งาน Radius Gauge ให้ถูกต้อง
- ตรวจสอบให้แน่ใจว่า Radius Gauge ไม่มีความผิดปกติใด ๆ เช่น บริเวณรัศมีลักษณะเบี้ยว งอ รอยบิ่น สนิม เป็นต้น
- ในการใช้งาน Radius Gauge แต่ละครั้ง ควรทำความสะอาดด้วยผ้าสะอาดก่อนการใช้งานเสมอ เพราะอาจจะมีคราบน้ำมันหรือเศษผงติดอยู่
- หลีกเลี่ยงการสัมผัส Radius Gauge ด้วยมือเปล่า เพราะอาจจะทำให้ Radius Gauge เกิดสนิมขึ้นได้ เนื่องจากวัสดุของเครื่องมือส่วนใหญ่ทำจากเหล็ก
วิธีการดูแลรักษาเครื่องมือ ก่อนการใช้งานและหลังการใช้งาน
ก่อนการใช้งาน
- ทำความสะอาด Radius Gauge ขนาดที่ต้องการใช้งานเพื่อขจัดคราบน้ำมันและสิ่งสกปรกออกก่อนนำมาใช้งาน
- ตรวจสอบลักษณะทางกายภาพของ Radius Gauge ว่ารัศมีเบี้ยว บิด งอ เป็นสนิม หรือมีอะไรผิดปกติหรือไม่
หลังการใช้งาน
- ทำความสะอาดแผ่น Radius Gauge หลังการใช้งานทุกครั้งด้วยแอลกอฮอล์หรือน้ำกลั่นเช็ดให้สะอาดให้เรียบร้อย
- ชโลมน้ำมันหรือวาสลีนเคลือบเพื่อป้องกันสนิม
- เตรียมภาชนะหรือกล่องจัดเก็บเครื่องมือให้เหมาะสมเพื่อป้องกันการชำรุดเสียหายของตัวเครื่องมือ
สำนักงานมาตรฐานผลิตภัณฑ์อุตสาหกรรม
ผู้เขียน L2 ULM และ MKS
—
สอบเทียบเครื่องมือวัด Dimension



